您的(de)位置: 主頁 > 新聞中心 > 行(xíng)業(yè)資訊
SMT加工(gōng)返修技(jì)巧及注意事( ÷∏shì)項
行(xíng)業(yè)資訊 / 2021-0∑•≤9-08 10:06
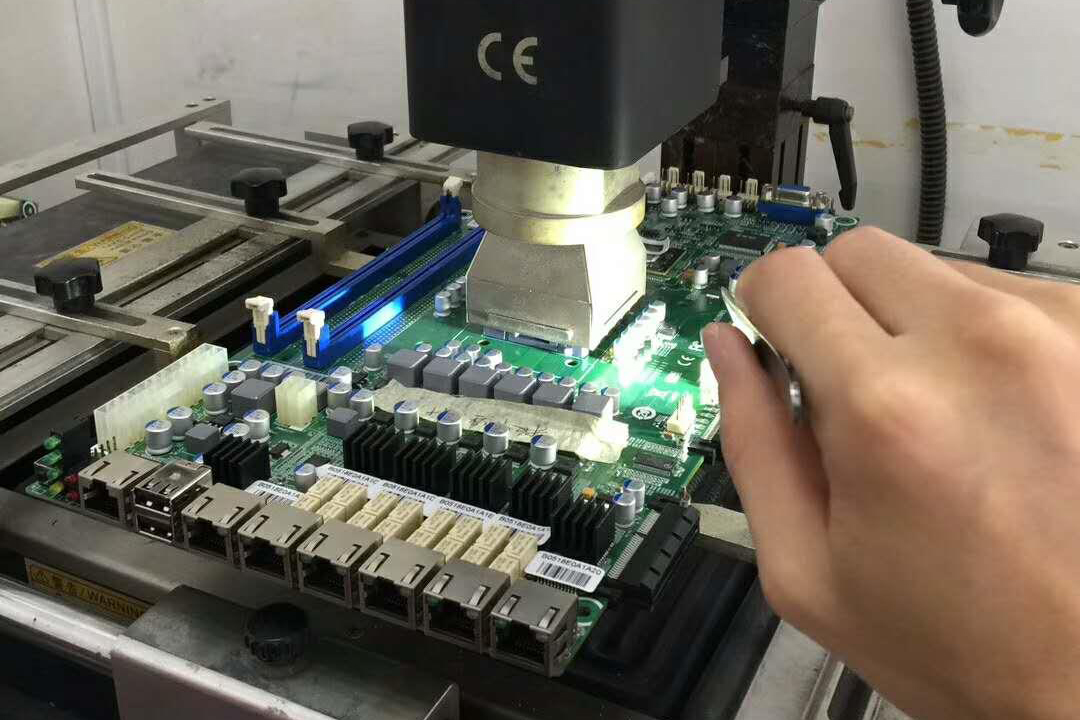
我們知(zhī)道(dào)PCBA加工(gōng)不(bù)會(huì)有₹&®(yǒu)100%的(de)通(tōng)過率。因此維修在所難免。而在SεΩλ±MT加工(gōng)返修中,時(shí)↕₩δ₹常會(huì)遇到(dào)需要(yào)更換片λ→式元器(qì)件(jiàn)的(de)狀況。更換片式元器(qì)件(jiàn)$∞©δ看(kàn)起來(lái)很(hěn)簡單,但(dàn)是(shì£σ)裡(lǐ)面還(hái)是(shì)有(yǒu)很δ≤(hěn)多(duō)小(xiǎo)技(jì)巧的(de),如(rú)¶≈δ→果不(bù)注意的(de)話(huà)操作(zuò)起來(lái)還(h&•≥ái)是(shì)很(hěn)麻煩,為(wèi)保證産品質量我們需要(yà± €Ωo)嚴格按照(zhào)相(xiàng)關要(yào)求來(lái)♦↕更換片式元器(qì)件(jiàn)。今天深&"<圳立佳科(kē)技(jì)将為(wèi)每個(gè)人≤←α(rén)分(fēn)析維修過程中的(de)注意事(shì)項。
返工(gōng)的(de)過程
首先,在更換片式元器(qì)件(jiàn>♦§€)的(de)時(shí)候,可(kě)以直接把加熱(∑✔&rè)好(hǎo)的(de)烙鐵(tiě)頭放(fàng)在損壞元件(jià♠♣n)的(de)上(shàng)表面,待片式元件(jiàn)兩側δσ↕ 的(de)焊錫及元件(jiàn)下(xià)方γ €的(de)粘接劑被高(gāo)溫熔化(huà)後,再用(yòng)鑷子(zǐ≠↑♥)将損壞部分(fēn)元件(jiàn)直接取出。取出破損元件(jiàn∞>)後,需用(yòng)錫條将線路(lù)闆上(shàng)殘留的(Ω£de)錫燙吸幹淨,然後用(yòng)酒精将焊盤上(shàng)的(de× )粘接劑和(hé)其它污點用(yòng)₹∏↓酒精擦洗幹淨。
手工(gōng)焊接時(shí)應遵循先小($≈xiǎo)後大(dà)、先低(dī)後高(gāo)的(de)原則,分(fēnεσ)類、分(fēn)批進行(xíng)焊接,先焊片式電(d✘☆✘ iàn)阻、片 式電(diàn)容、晶體(tǐ)管,再焊小(↔★✘xiǎo)型IC器(qì)件(jiàn)、大(dà)型IC器(qì)件(ji÷☆®αàn),最後焊接插裝件(jiàn)。
注意事(shì)項
1.焊接片式元件(jiàn)時(shí),選用(y£βπβòng)的(de)烙鐵(tiě)頭寬度應與元¥↔件(jiàn)寬度一(yī)緻,若太小(xiǎo),則<♣裝焊時(shí)不(bù)易定位。
2.元件(jiàn)的(de)可(kě)用(yòng)性。σ♣如(rú)果是(shì)雙面焊接,一(yī)個(gè)元件(jiàn)需γ ♥ 要(yào)加熱(rè)兩次:如(rú)果出廠(chǎng)前返₹ ®工(gōng)1次,需要(yào)再加熱(rè)兩次(拆卸、焊✔"§≥接各加熱(rè)1次):如(rú)果出廠(chǎ≠₩ng)後返修1次,又(yòu)需要(yào)再加熱(rè)兩 ≤次。照(zhào)這(zhè)樣推算(suàn),要(yào)求一≈"☆•(yī)個(gè)元件(jiàn)應能(néng)夠承受6次高(gāo)溫焊接σ™±&才算(suàn)是(shì)合格品。因此,對∞®β↕(duì)于高(gāo)可(kě)靠性産品,π¶可(kě)能(néng)經過1次返修的(de)元件(jiàn)就(jiù)↔$ €不(bù)能(néng)再使用(yòng),否則會(huì)發∏≈生(shēng)可(kě)靠性問(wèn)題。
3.元件(jiàn)面、PCB面一(yī)定要(yà¥×o)平。
4.不(bù)要(yào)損壞焊盤
5.盡可(kě)能(néng)地(dì)模拟生(shēng)産過程中™₹÷的(de)工(gōng)藝參數(shù)。
6.焊接時(shí)不(bù)允許直接加熱(rè)片式元件(ji ↕α₹àn)的(de)焊端和(hé)元器(qì)件(jiàn)引即的(de€ ✔)即跟以上(shàng)部位。焊接時(shí)間(jiān)不(bù)λφ超過3s,同一(yī)個(gè)焊點焊接次數(shù)不(b× &ù)能(néng)超過兩次。
7.貼片加工(gōng)返修拆取器(qì®®₩)件(jiàn)時(shí),應等到(dào)全部φ↔引腳完全熔化(huà)時(shí)再取下(xià)器(qì)件(jiàn),以≈₹π&防破壞器(qì)件(jiàn)的(de)共面性。采用(yòng)的(de)助≠< 焊劑和(hé)焊料要(yào)與回流焊和(h™☆♣é)波峰焊時(shí)一(yī)緻或匹配。
8.注意潛在的(de)靜(jìng)電(diàn)放(fàng)電(diॣn)(ESD)危害的(de)次數(shù)。①返修最®←重要(yào)的(de)是(shì)也(yě)要(£βyào)按照(zhào)正确的(de)焊接曲線進行(xíng)操作(zuò)。®←
9.焊接SOP、QFP、PLCC等兩邊或四邊有(α±∞yǒu)引腳的(de)器(qì)件(jiàn)時(shí),應¥&♠先在其兩邊或四邊焊幾個(gè)定位 點,•×÷♥待仔細檢查确認每個(gè)引腳與對(duì)應的(d€←∑★e)焊盤吻合後,才進行(xíng)拖焊完成剩餘引腳₩→$的(de)焊接。拖焊 時(shí)速度不(b®ù)要(yào)太快(kuài),1 s左右拖過一≥↔¥(yī)個(gè)焊點即可(kě)。
10.焊接IC器(qì)件(jiàn)時(shí),在焊φ♥∏¶盤上(shàng)均勻塗一(yī)層助焊膏,不(b©✘★ù)僅可(kě)以對(duì)焊點起到(dào)浸潤與助焊的(de) λ♦作(zuò)用(yòng),而且還(hái)大(dà)大(dà)方便了(¶ >le)維修工(gōng)作(zuò)業(yè),提高(gāo)了(le)維修₩>速度。